一般情况下,滚动系统相对于滑动系统,静摩擦系数与动摩擦系数的差较小,由进给速度引起的动摩擦系数没有明显变化。这就是近年来在高速化显著的机床行业里作为滚动系统的直线导轨被广泛使用的原因之一。
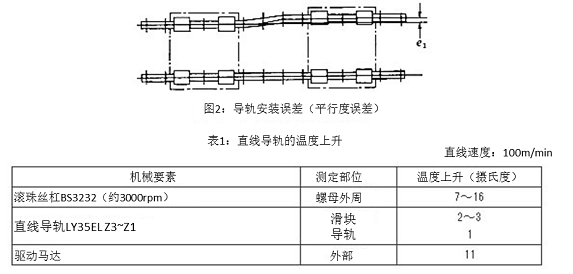
使用直线导轨的机床,几乎均与滚珠丝杠配合使用,但直线导轨与滚珠丝杠的钢球公转速度进行比较,可知滚珠丝杠在运行相同直线移动量时钢球运动距离更长(图1)。比例约为πDpw/L,通常为5~20。在此, Dpw代表滚珠丝杠P.C.D,L代表滚珠丝杠导程。因此直线导轨与滚珠丝杠成对使用时,若在滚珠丝杠的极限速度内,直线导轨速度就没有任何问题。
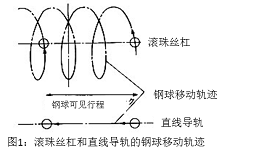
直线导轨单体最高速度可达100m/min。不过,需要使用超过NSK最大制作长度的轨道时,由于轨道需要进行拼接,因此需要特别注意控制拼接部的安装误差。超过100m/min进给速度时,需要选用高速专用的润滑剂牌号和适当的保养管理,同时组装时也需要注意直线导轨的安装误差。关于安装误差的影响,例如图2中所示,存在平行度误差时,因为滑块被安装台限制,直线导轨上的载荷存在变动。在高速且受到冲击力作用时,寿命会显著的降低。
直线导轨运转时的温升举例如表1所示。如前文所述,直线导轨与滚珠丝杠相比钢球的运行速度较慢,产生的热量从安装部热传导到达装置整体,传导面积很大,因此温升较小。因为直线导轨的安装机台为铝板材料,不同种类金属热膨胀系数不同,即使两者间没有温差,也要注意由于温度变化引起的整体变形与直线导轨的过大内应力。